






ഞങ്ങളുടെ ഇരട്ട-മതിൽ കോറഗേറ്റഡ് പൈപ്പ് മെഷീൻ ഒന്നിലധികം ആവശ്യങ്ങൾക്കായി ഉപയോഗിക്കാം.സിംഗിൾ-വാൾ കോറഗേറ്റഡ് പൈപ്പുകൾ, ഡബിൾ-വാൾ കോറഗേറ്റഡ് പൈപ്പുകൾ, ഡബിൾ-വാൾ സുഷിരങ്ങളുള്ള കോറഗേറ്റഡ് പൈപ്പുകൾ, ടണൽ ആന്റി-ക്രിസ്റ്റലൈസേഷൻ വാട്ടർ സീപേജ് ബ്ലൈൻഡ് പൈപ്പുകൾ, ഇൻഡോർ ഡെക്കറേഷൻ ശുദ്ധവായു നാളങ്ങൾ, മുള പൈപ്പുകൾ എന്നിവ നിർമ്മിക്കാൻ ഇതിന് കഴിയും.നമുക്ക് പൂപ്പൽ മാറ്റാം.നന്നായി
ശുദ്ധവായു നാളം, വായു മാറ്റത്തിനുള്ള PE പ്രത്യേക കോറഗേറ്റഡ് പൈപ്പ്, കാറ്റ് ബോക്സ്, വെന്റിലേഷൻ ഹോസ്, പിന്തുണയ്ക്കുന്ന വെന്റിലേഷൻ പൈപ്പ്
ശുദ്ധവായു സംവിധാനം കോറഗേറ്റഡ് പൈപ്പ് 75/110PE പൈപ്പ് ഇരട്ട മതിൽ പ്ലാസ്റ്റിക് പൈപ്പ് ഫ്രഷ് എയർ ഡക്റ്റ് എയർ കണ്ടീഷനിംഗ് വെന്റിലേഷൻ ഹോസ്
ശുദ്ധവായു സംവിധാനം ഇരട്ട-പാളി കോറഗേറ്റഡ് പൈപ്പ് ശുദ്ധവായു നാളം PE പൈപ്പ് 75, 110, 160

PE പൈപ്പ് 75 എയർ ഡക്റ്റ് എക്സ്ഹോസ്റ്റ് ഹോസ് PE പൈപ്പ് ശുദ്ധവായു സംവിധാനം ഇരട്ട മതിൽ കോറഗേറ്റഡ് ഹോസ്
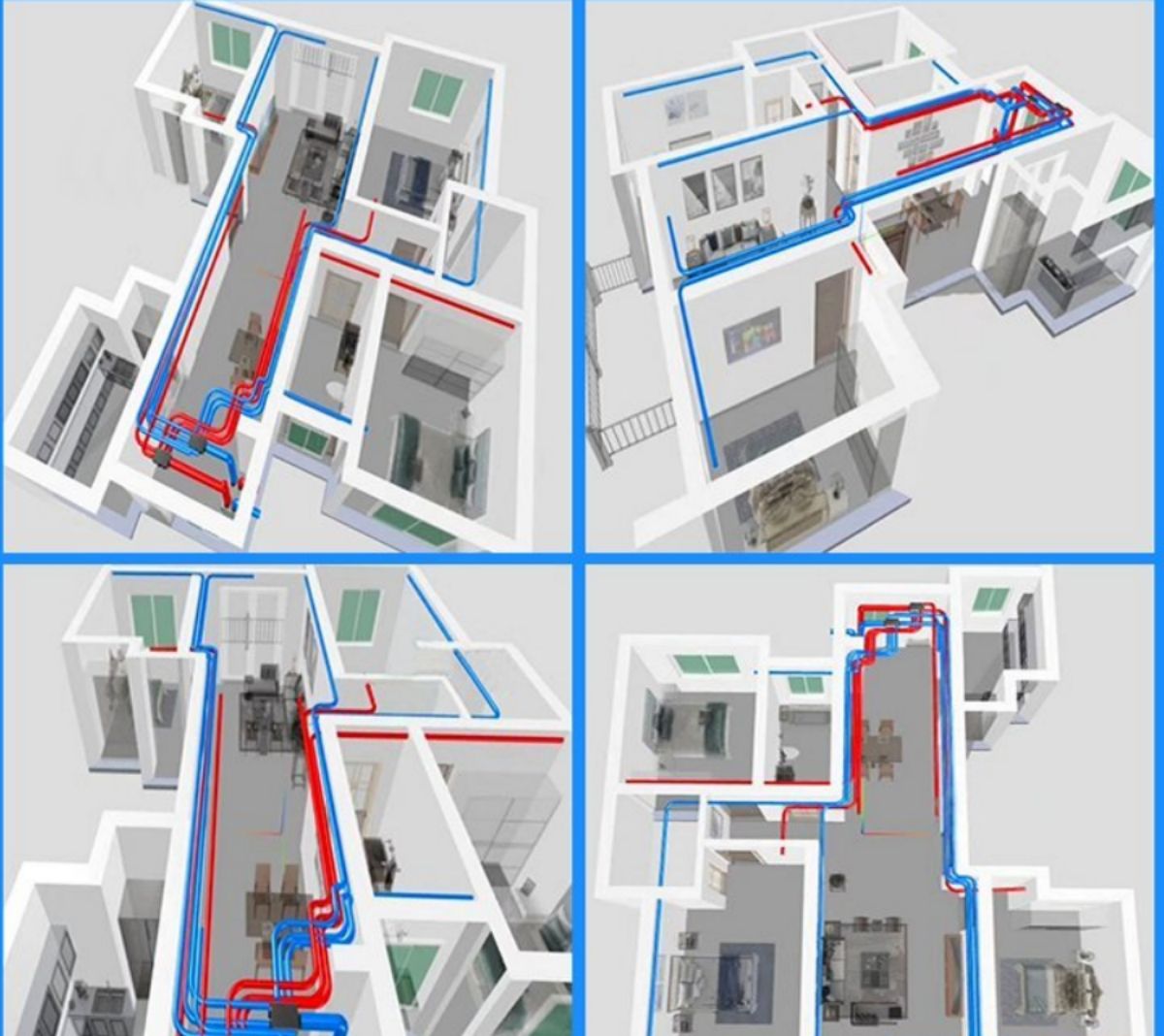
മുറിയിലേക്ക് ശുദ്ധവായു അയയ്ക്കുന്നതിന് സീൽ ചെയ്ത മുറിയുടെ ഒരു വശത്ത് പ്രത്യേക ഉപകരണങ്ങൾ ഉപയോഗിക്കുന്നതിനെ അടിസ്ഥാനമാക്കിയുള്ളതാണ് ശുദ്ധവായു സംവിധാനം, തുടർന്ന് മറുവശത്ത് പ്രത്യേക ഉപകരണങ്ങളിലൂടെ പുറത്തേക്ക് ഡിസ്ചാർജ് ചെയ്യുക.ഇൻഡോർ ശുദ്ധവായുവിന്റെ ആവശ്യങ്ങൾ നിറവേറ്റുന്നതിനായി ഒരു "ഫ്രഷ് എയർ/ഫ്ലോ ഫീൽഡ്" വീടിനകത്ത് രൂപീകരിക്കും.ഉയർന്ന കാറ്റ് മർദ്ദവും വലിയ ഫ്ലോ ഫാനുകളും ഉപയോഗിക്കുക, ഒരു വശത്ത് നിന്ന് മുറിയിലേക്ക് വായു വിതരണം ചെയ്യുന്നതിന് മെഷിനറികളെ ആശ്രയിക്കുക, പ്രത്യേകം രൂപകൽപ്പന ചെയ്ത എക്സ്ഹോസ്റ്റ് ഫാൻ ഉപയോഗിച്ച് മറുവശത്ത് നിന്ന് പുറത്തേക്ക് ഡിസ്ചാർജ് ചെയ്യുക എന്നിവയാണ് നടപ്പാക്കൽ പദ്ധതി. സിസ്റ്റത്തിലെ ശുദ്ധവായു/പ്രവാഹ ഫീൽഡ്.വായു വിതരണം ചെയ്യുമ്പോൾ, മുറിയിൽ പ്രവേശിക്കുന്ന വായു ഫിൽട്ടർ ചെയ്യുകയും ഓക്സിജൻ നൽകുകയും ചൂടാക്കുകയും ചെയ്യുന്നു (ശൈത്യകാലത്ത്).

പുതിയ എയർ ഡക്റ്റ് ഉപകരണങ്ങളിൽ ഇവ ഉൾപ്പെടുന്നു: ബാഹ്യ മതിൽ ഹോസ്റ്റ് + അകത്തെ മതിൽ ഹോസ്റ്റ് + മെഷീൻ ഹെഡ് + പൂപ്പൽ + രൂപപ്പെടുന്ന യന്ത്രം + വിൻഡിംഗ് മെഷീൻ
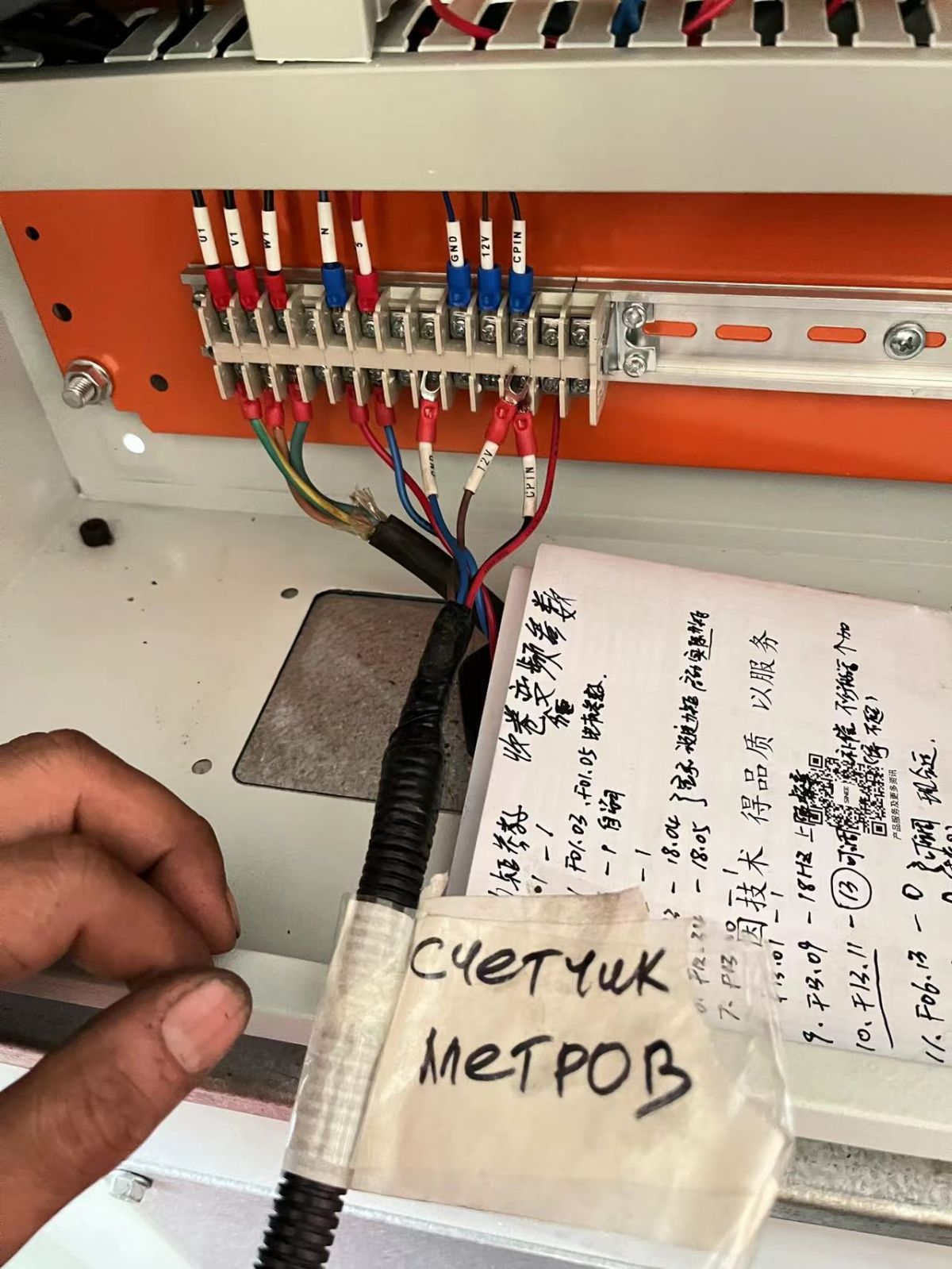
ഉപഭോക്താക്കൾക്ക് പൊതുവായ ഗ്രൗണ്ടിംഗ് നടത്താനും എല്ലാ മെഷീനുകളും ഒരേ സമയം ബന്ധിപ്പിക്കാനും 6 മീറ്റർ ചെമ്പ് വയർ നിർമ്മിക്കാനും ശുപാർശ ചെയ്യുന്നു.മോൾഡിംഗ് മെഷീനും വൈൻഡിംഗ് മെഷീനും എല്ലാം 380V ആണ്.മൊത്തം ഇൻസ്റ്റാൾ ചെയ്ത പവർ 65 കിലോവാട്ട് ആണ്, യഥാർത്ഥ ഉത്പാദനം 25 കിലോവാട്ട് (25 കിലോവാട്ട് മണിക്കൂർ) ആണ്.
ഫോമിംഗ് മെഷീനും വൈൻഡിംഗ് മെഷീനും തമ്മിലുള്ള ദൂരം 6 മീറ്ററാണെന്ന് ശുപാർശ ചെയ്യുന്നു
ബാഹ്യ മതിൽ ഹോസ്റ്റിൽ നിന്ന് മോൾഡിംഗ് മെഷീനിലേക്കുള്ള ദൂരം 825MM ആണ്, ആന്തരിക മതിൽ ഹോസ്റ്റിൽ നിന്ന് മോൾഡിംഗ് മെഷീനിലേക്കുള്ള ദൂരം 785MM ആണ്.
ഒരൊറ്റ മതിൽ കോറഗേറ്റഡ് പൈപ്പുമായി ഞങ്ങൾ വന്നപ്പോൾ, ഞങ്ങൾ ഒരു ആന്തരിക മതിൽ എക്സ്ട്രൂഡർ ഓഫ് ചെയ്തു.
പവർ വയറിംഗിനായി ഒരു കോറഗേറ്റഡ് പൈപ്പ് നിർമ്മിക്കാൻ നിങ്ങൾക്ക് സ്റ്റീൽ വയറിനായി ഒരു വയർ ഫീഡറും ചേർക്കാം.ഇരുമ്പ് വയറിനുള്ള ദ്വാരം അച്ചിൽ തുളച്ചുകയറണം.ഇരുമ്പ് വയറിന്റെ വ്യാസം 1.0MM കവിയാൻ പാടില്ല.ഉപയോഗിക്കുന്ന വാട്ടർ ജാക്കറ്റും പൊള്ളയായ രണ്ട് പാളികളാക്കി മാറ്റണം.


എക്സ്ട്രൂഡർ മെറ്റീരിയലിന്റെ ഗ്രേഡ് അനുസരിച്ച് 1.5-2 മണിക്കൂർ 200-220 ഡിഗ്രി വരെ ചൂടാക്കുന്നു.മെഷീൻ ഹെഡിന്റെ നാല്, അഞ്ച് മേഖലകൾ ബാക്കപ്പ് ഏരിയകളാണ്.താപനില താപനിലയിൽ എത്തിയ ശേഷം, ഹോസ്റ്റ് മോൾഡും മോൾഡിംഗ് മെഷീനും ഒരു ബാലൻസ് കണ്ടെത്തിയതിന് ശേഷം, മെഷീൻ ടൂളിന്റെ ഫ്രെയിം ലെവൽ ആണ്, അത് കൃത്യമാണെന്ന് ഉറപ്പാക്കാൻ, ലെവൽ അച്ചിൽ സ്ഥാപിക്കുക.ലെവലിംഗ് ചെയ്ത ശേഷം, അച്ചിന്റെ ഇടത് വലത് വശങ്ങളിലുള്ള 12 സ്ക്രൂകൾ ശക്തമാക്കുന്നത് ഉറപ്പാക്കുക.നിരപ്പാക്കിയില്ലെങ്കിൽ, മെറ്റീരിയൽ പുറത്തുവരില്ല, കൂടാതെ യന്ത്രത്തിന്റെ തല പൂപ്പലിൽ ഉരസുകയും ചെയ്യും.മോൾഡിംഗ് മെഷീനിൽ മുകളിലേക്കും താഴേക്കും ഇടത്തോട്ടും വലത്തോട്ടും ക്രമീകരിക്കാനുള്ള സ്ക്രൂകൾ ഉണ്ട്.
ലെവലിംഗ് ചെയ്യുമ്പോൾ, മുൻകൂട്ടി ചൂടാക്കിയ ശേഷം കുറച്ച് മെറ്റീരിയൽ പുറത്തേക്ക് തള്ളുന്നത് ഏറ്റവും കൃത്യമാണെന്ന് നിങ്ങൾ ഉറപ്പാക്കണം, തുടർന്ന് ബാലൻസ് കണ്ടെത്തുക.
പുറം ഭിത്തിയുടെ വ്യതിചലനം ക്രമീകരിക്കുക, തുടർന്ന് മെഷീൻ തലയിൽ ചൂടാക്കൽ ബെൽറ്റിൽ വലിയ സ്ക്രൂകളുടെ ഒരു സർക്കിൾ ഉപയോഗിക്കുക.പുറം ഭിത്തിയുടെ ഏത് വശമാണ് കട്ടിയുള്ളത്, ഏത് വശം ഇറുകിയതാണ്, ഏത് വശം അയഞ്ഞതാണ്;അകത്തെ ഭിത്തിയുടെ വ്യതിചലനം ക്രമീകരിക്കുക, തുടർന്ന് ഡൈയിൽ 4 ചെറിയ സ്ക്രൂകൾ ഉണ്ട്, ഏത് വശമാണ് കനംകുറഞ്ഞത്?അകത്തെ ഭിത്തിയും പുറംഭിത്തിയും എതിർവശത്താണ്.

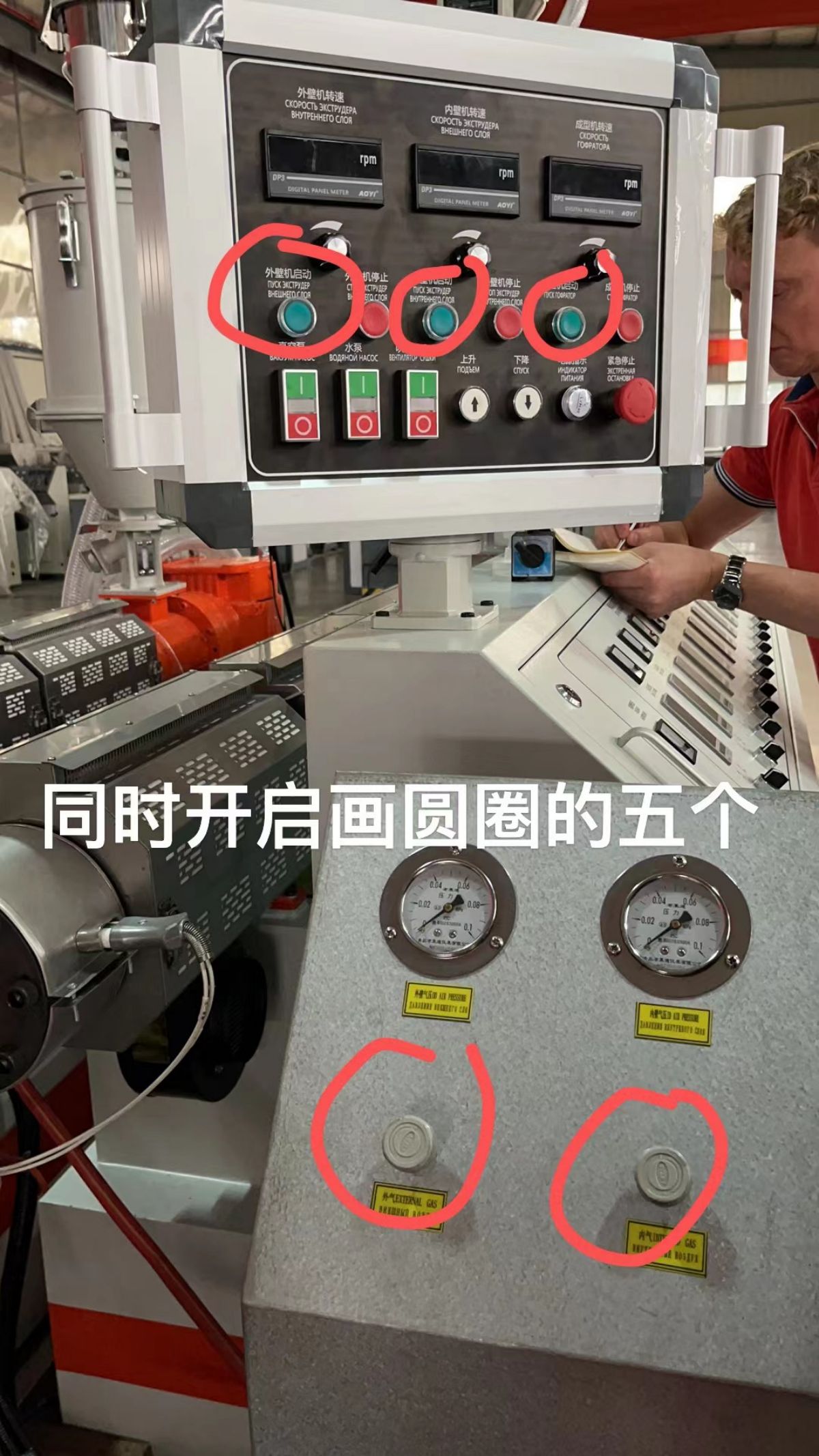
മൂന്ന് പച്ച ബട്ടണുകൾ (പുറത്തെ മതിൽ, അകത്തെ മതിൽ, കാന്റിലിവർ ബോക്സിൽ മോൾഡിംഗ് മെഷീൻ) ആരംഭിക്കുക.പുറംഭിത്തി മെഷീൻ വേഗത 272-ൽ ആരംഭിക്കുന്നു - സാധാരണ പ്രവർത്തനം 290 ആർപിഎം ആണ്, ആന്തരിക വാൾ മെഷീൻ വേഗത 265 ആണ് - സാധാരണ പ്രവർത്തനം 214 ആർപിഎം ആണ്, മോൾഡിംഗ് മെഷീൻ വേഗത 614 ആർപിഎം ആണ്, തുടർന്നുള്ള ഉൽപ്പാദന സമയത്ത് മോൾഡിംഗ് മെഷീൻ വേഗത ത്വരിതപ്പെടുത്തുന്നു.704RPM, ഹോസ്റ്റ് കറന്റ് 16A കാണിക്കുന്നു, ഇത് മതിലിന്റെ കനം കനം കുറഞ്ഞതാക്കുന്നു.ഒരു പുതിയ എയർ ഡക്റ്റ് ഉണ്ടാക്കുമ്പോൾ അകത്തെ മതിൽ വളരെ കട്ടിയുള്ളതായിരിക്കരുത്, അല്ലാത്തപക്ഷം അകത്തെ ഭിത്തിക്ക് നല്ല വക്രത ഉണ്ടാകില്ല.

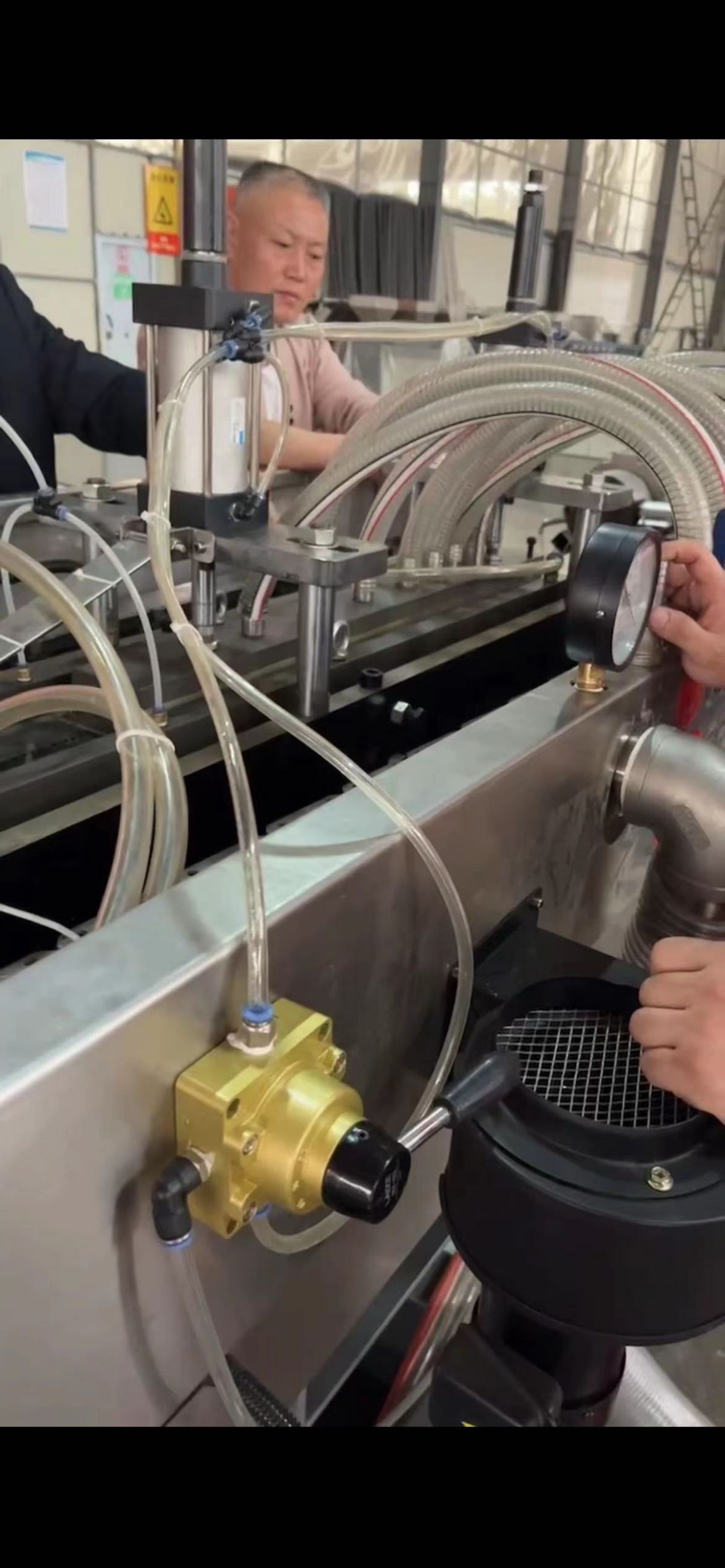
ഒരേ സമയം അകത്തെയും പുറത്തെയും ഭിത്തികളിൽ വായു മർദ്ദം ഓണാക്കുമ്പോൾ, ആന്തരിക മർദ്ദം 0.02-0.04 ന് ഇടയിലായിരിക്കാൻ ശുപാർശ ചെയ്യുന്നു, ബാഹ്യ മർദ്ദം സമാനമാണ്.ഒരു ബാലൻസ് പോയിന്റ് കണ്ടെത്തുക.സ്ഥിരമായ വായു മർദ്ദം ഉറപ്പാക്കാൻ എയർ പമ്പ് ട്യൂബ് കട്ടിയുള്ളതായിരിക്കണം.ആന്തരികവും ബാഹ്യവുമായ വായു സമ്മർദ്ദ ഗേജുകൾ സ്ഥിരതയുള്ളതും ചാഞ്ചാട്ടം സംഭവിക്കാത്തതുമായിരിക്കണം., അല്ലാത്തപക്ഷം അത് തരംഗ ചിഹ്നത്തെ ബാധിക്കും.പുറം മതിൽ കനംകുറഞ്ഞപ്പോൾ, വാക്വം സിസ്റ്റം ഉപയോഗിക്കേണ്ടതില്ല.
15kW എയർ കംപ്രസ്സറിന് 4 ലൈനുകൾ നൽകാൻ കഴിയും.40 എംഎം വ്യാസമുള്ള എയർ പൈപ്പ്, 0.5-0.6 എംപിഎ ഉപയോഗിക്കാൻ ശുപാർശ ചെയ്യുന്നു.അകത്തെ ഭിത്തിയുടെ മർദ്ദം പുറം ഭിത്തിയുടെ മർദ്ദത്തേക്കാൾ കൂടുതലാണ്, അകത്തെ ഭിത്തിയിൽ R ആംഗിൾ ഉള്ളതിനാൽ അകത്തെ വായു ബാഹ്യ വായുവിനേക്കാൾ കൂടുതലാണ്.ആരംഭിക്കുമ്പോൾ ഓപ്പറേറ്റിംഗ് കറന്റ് പരിശോധിക്കുക.ഇൻവെർട്ടർ ഓണാക്കി കറന്റ് കാണിക്കുന്നു, 50% 7042, 50% 5502, അകത്തെ മതിൽ 5 കി.ഗ്രാം, പുറം ഭിത്തി 12 കി.ഗ്രാം, പുറംഭിത്തി അകത്തെ ഭിത്തിയുടെ 2 മുതൽ 3 മടങ്ങ് വരെയാണ്.
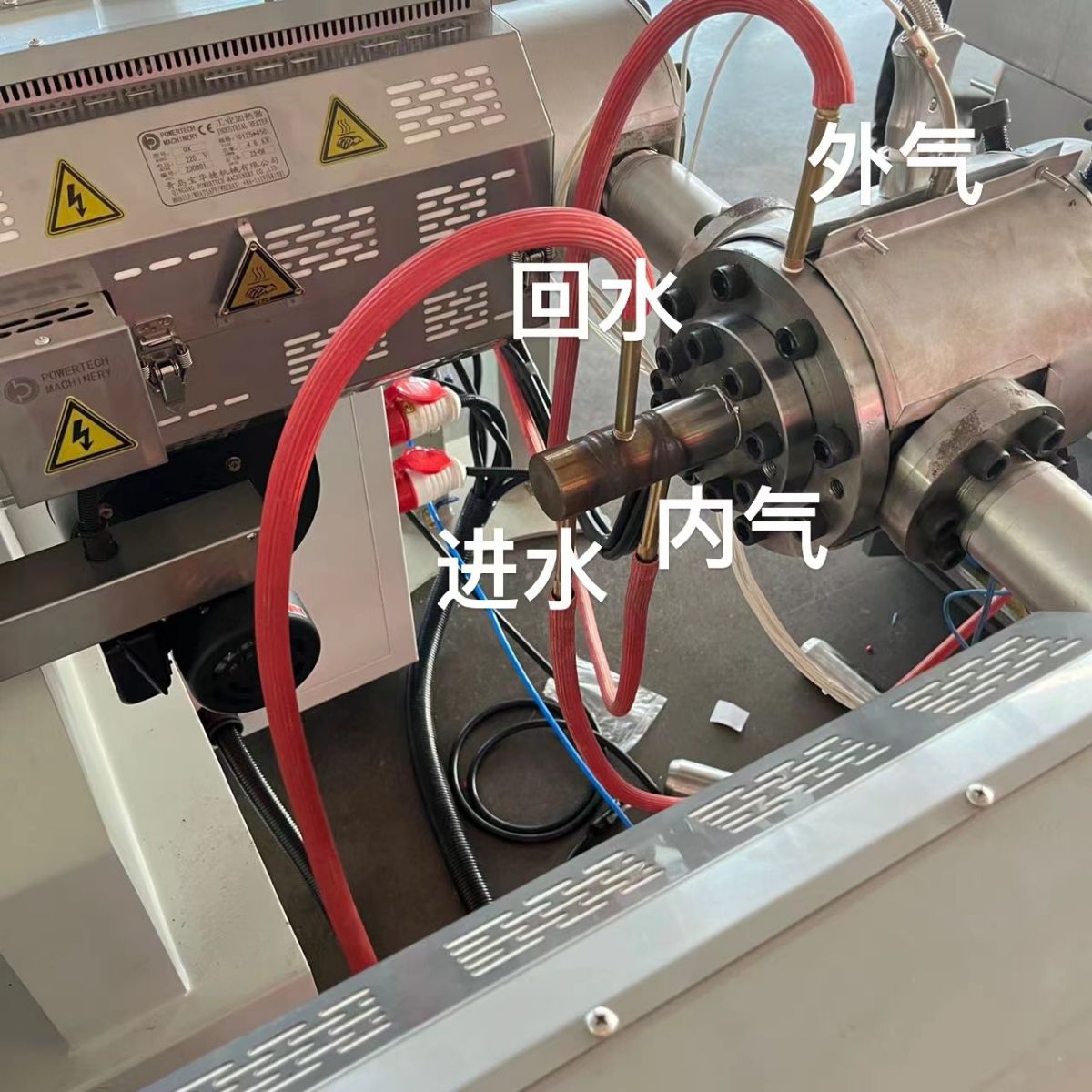
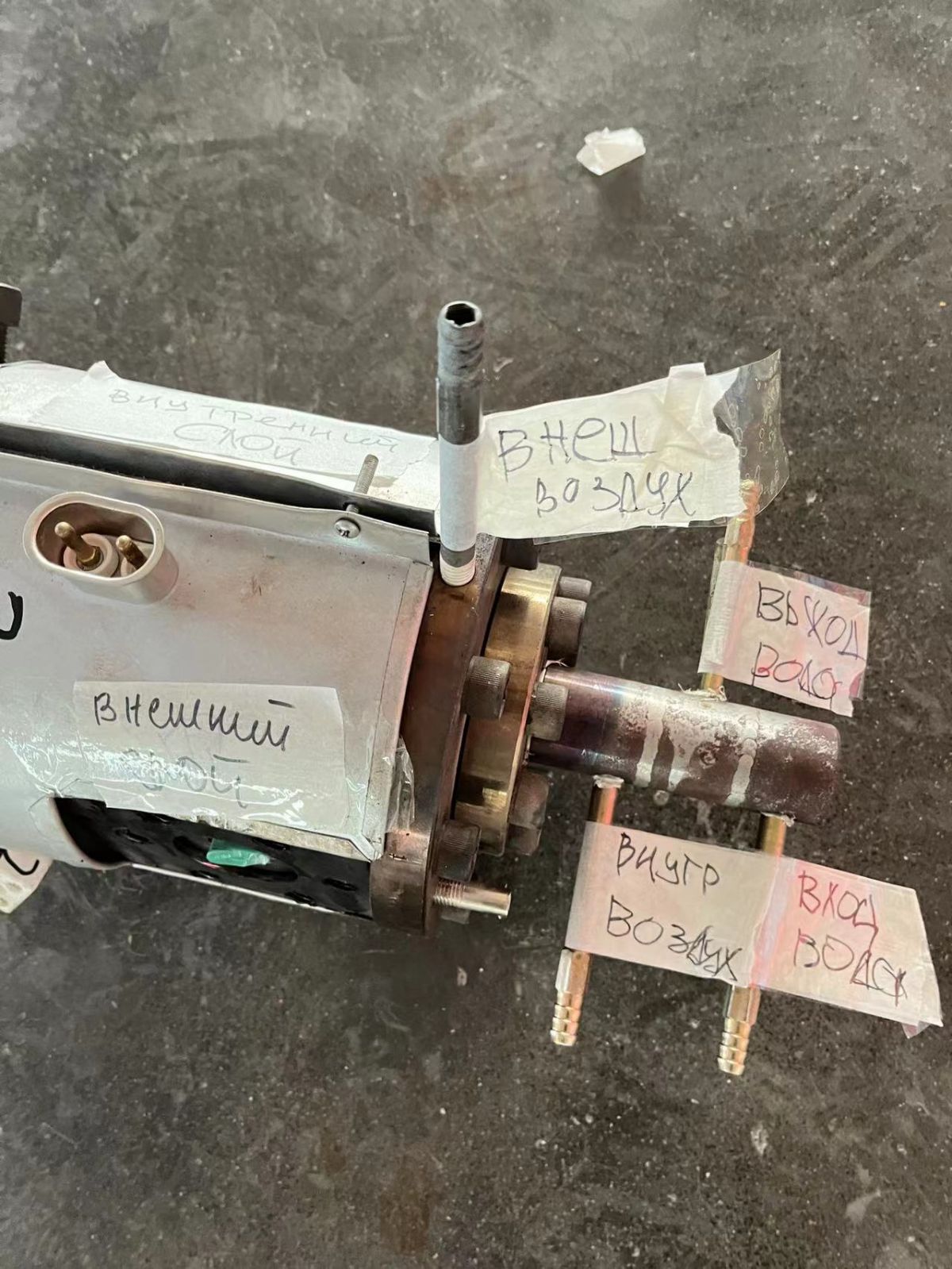
പൂപ്പൽ വായിലെ പൂപ്പൽ കോർ വടിയിൽ ഇടത്തുനിന്ന് വലത്തോട്ട് ബാഹ്യ വായു, പുറം മതിൽ, അകത്തെ വായു, അകത്തെ മതിൽ എന്നിവയാണ്.
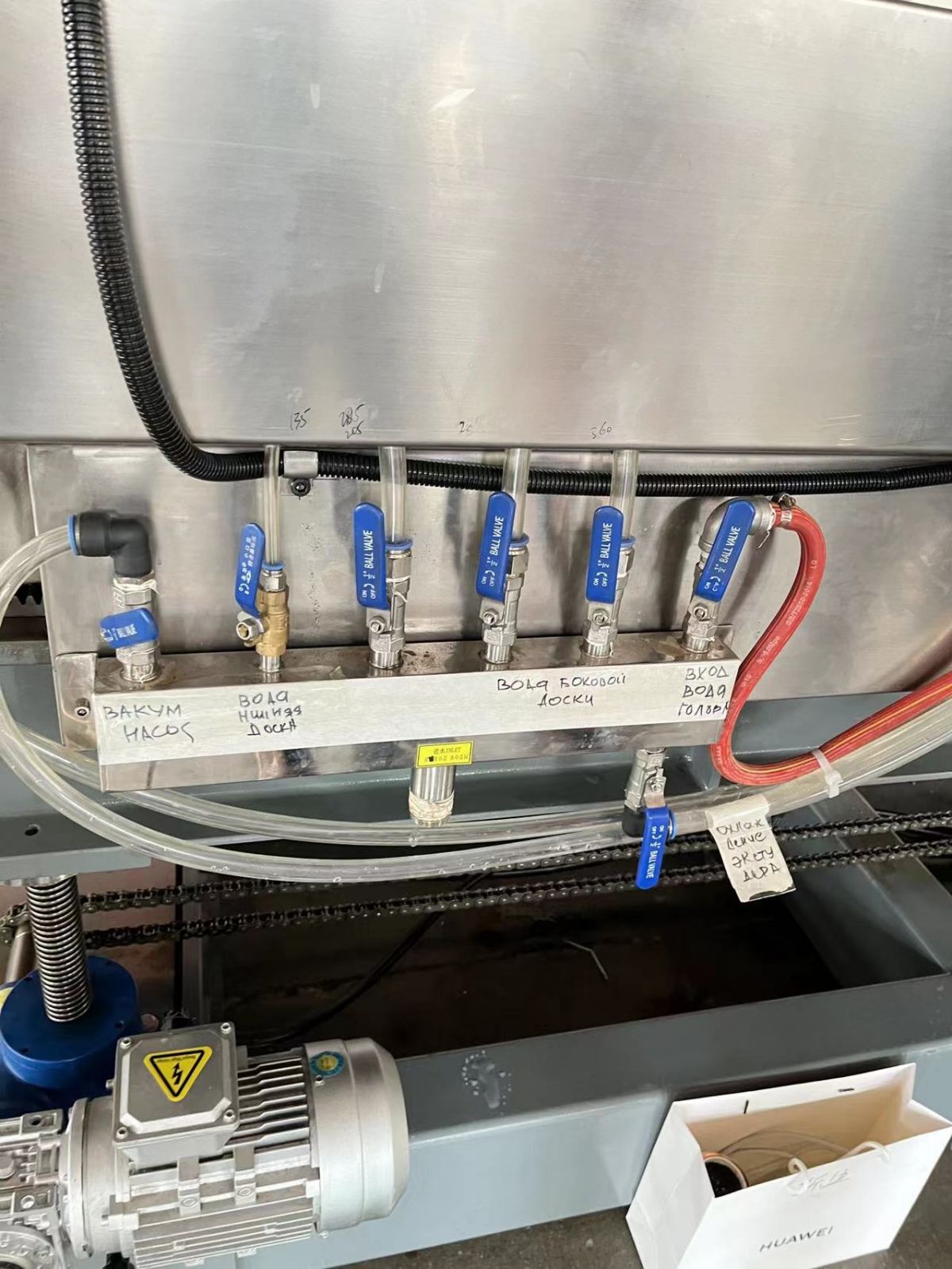
മോൾഡിംഗ് മെഷീന്റെ വിവിധ ജല ചാനലുകൾ തുറക്കുക
മോൾഡിംഗ് മെഷീനിലെ വാക്വം ഗേജ് ഏകദേശം 0.08 ആണ്.വാക്വം ഗേജിന്റെ മർദ്ദം കുറയ്ക്കുന്നതിനുള്ള വാൽവ് ഉടൻ വലതുവശത്താണ്.

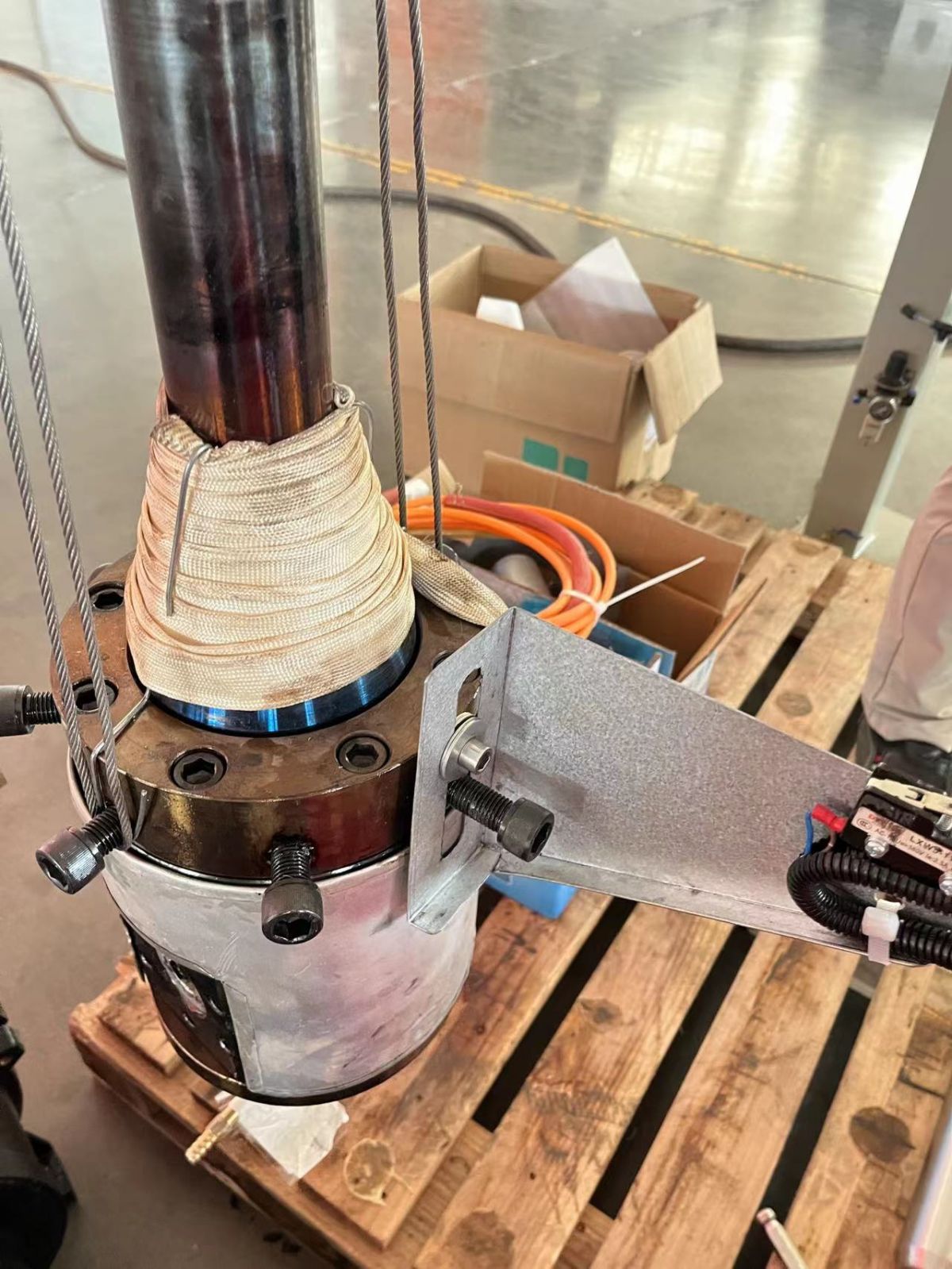
വാട്ടര് ജാക്കറ്റിന്റെ ഗ്രീന് സീലിംഗ് റിംഗ് പൊട്ടിയാല് ചോര് ന്നുപോകും.ഇടയ്ക്കിടെ പരിശോധിച്ച് മാറ്റിസ്ഥാപിക്കുക.
വാട്ടർ ജാക്കറ്റ് വളച്ചൊടിച്ച ശേഷം, മോൾഡിംഗ് മെഷീന്റെ വലതുവശത്തുള്ള വാട്ടർ ജാക്കറ്റ് വാൽവ് കൃത്യസമയത്ത് തുറക്കുക, മുകളിലേക്കും താഴേക്കും ദിശ തുറന്ന്, മെഷീൻ ഹെഡിൽ നിന്നുള്ള ചൂടിൽ വാട്ടർ ജാക്കറ്റിന്റെ O-റിംഗ് കത്തുന്നത് തടയുക. .
വാട്ടർ ജാക്കറ്റ് ഇൻസ്റ്റാൾ ചെയ്യുമ്പോൾ, അത് മുറുകെപ്പിടിച്ച് അല്പം പിന്നിലേക്ക് തിരിക്കുക.വാട്ടർ ജാക്കറ്റ് സ്വാഭാവികമായും മുകളിലേക്കും താഴേക്കും ഇടത്തോട്ടും വലത്തോട്ടും വിന്യസിക്കാൻ അനുവദിക്കുക എന്നതാണ് ഉദ്ദേശ്യം.മോൾഡിംഗ് മെഷീൻ വാട്ടർ ജാക്കറ്റിനെ സമീപിക്കുമ്പോൾ, വാട്ടർ ജാക്കറ്റ് മുകളിലേക്ക് പിടിക്കുക.
പുറത്തെ ഭിത്തിയിലെ ഡൈ അമർത്തുന്ന സിലിണ്ടറിന്റെ സ്ഥാനവുമായി വിന്യസിക്കണം, 345MM ദൂരത്തിൽ (ചിത്രത്തിൽ കാണിച്ചിരിക്കുന്നത് പോലെ)

ഒരു വാട്ടർ ടാങ്ക് നിർമ്മിക്കുമ്പോൾ, നിങ്ങൾക്ക് ഒരു ഫിൽട്ടർ ഉണ്ടായിരിക്കുകയും ശുദ്ധമായ വെള്ളം ഉപയോഗിക്കുകയും വേണം.സ്കെയിൽ ഉള്ള വെള്ളം വാട്ടർ ജാക്കറ്റും വാട്ടർ പമ്പും തടയും.


ഷട്ട്ഡൗൺ ഘട്ടങ്ങൾ:
ആദ്യം മെയിൻ മെഷീൻ, ഔട്ടർ വാൾ, ഇൻറർ വാൾ മെയിൻ മെഷീനുകൾ എന്നിവ നിർത്തുക, മെറ്റീരിയൽ പുറത്തുവരുന്നതുവരെ കാത്തിരിക്കുക, തുടർന്ന് മോൾഡിംഗ് മെഷീൻ നിർത്തുക, ഉടൻ തന്നെ വാട്ടർ ജാക്കറ്റ് നീക്കം ചെയ്യുക.വാട്ടർ ജാക്കറ്റ് തണുത്തതാണ്, കൈകൊണ്ട് നേരിട്ട് തിരിക്കാം, തുടർന്ന് ഇലക്ട്രിക്കൽ കാബിനറ്റിന്റെ പ്രധാന നോബ് (തിരശ്ചീനമായി തിരശ്ചീനമായി) അടയ്ക്കുക.ഇടതും വലതും ദിശകളിൽ വൈദ്യുതി ഓഫാണ്, മുകളിലേക്കും താഴേക്കും പവർ ഓണാണ്).അടുത്ത തവണ മെഷീൻ ആരംഭിക്കുന്നതിന് മുമ്പ്, ആദ്യം മെഷീൻ ഹെഡിന്റെ ഡൈ മാൻഡ്രൽ വീണ്ടും ചൂടാക്കുന്നത് ഉറപ്പാക്കുക, അല്ലാത്തപക്ഷം മെറ്റീരിയൽ ഉള്ളിൽ ഉറപ്പിക്കും.ചൂടാക്കിയില്ലെങ്കിൽ, അത് എളുപ്പത്തിൽ പൊട്ടും.
ചില്ലറിന് വാക്വം പമ്പ് ഉപയോഗിക്കാം, പക്ഷേ വാട്ടർ പമ്പ് ആവശ്യമില്ല.അത് നിക്ഷിപ്തമാണ്.
ഉപഭോക്താക്കൾക്ക് പൊതുവായ ഗ്രൗണ്ടിംഗ് നടത്താനും എല്ലാ മെഷീനുകളും ഒരേ സമയം ബന്ധിപ്പിക്കാനും 6 മീറ്റർ ചെമ്പ് വയർ നിർമ്മിക്കാനും ശുപാർശ ചെയ്യുന്നു.മോൾഡിംഗ് മെഷീനും വൈൻഡിംഗ് മെഷീനും എല്ലാം 380V ആണ്.മൊത്തം ഇൻസ്റ്റാൾ ചെയ്ത പവർ 65 കിലോവാട്ട് ആണ്, യഥാർത്ഥ ഉത്പാദനം 25 കിലോവാട്ട് (25 കിലോവാട്ട് മണിക്കൂർ) ആണ്.
മോൾഡ് മാറ്റുമ്പോൾ, ലിഫ്റ്റ് ബട്ടൺ, 70KG പ്രഷർ പ്ലേറ്റ്

പോസ്റ്റ് സമയം: ഒക്ടോബർ-16-2023